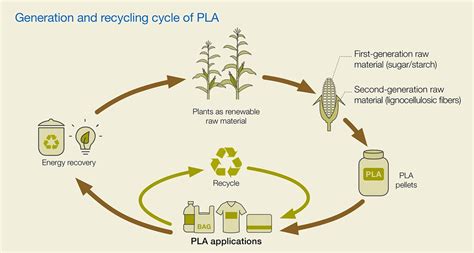
Polylactic Acid (PLA) filament is a widely recognized and frequently utilized material within the 3D printing community, often serving as the initial entry point for individuals venturing into this innovative field. Its popularity stems from a combination of factors, including its inherent manageability, attractive glossy appearance, and accessible price point. PLA is a thermoplastic derived from renewable resources, making it an appealing choice for those prioritizing sustainability in their 3D printing endeavors. The raw materials for its production are typically agricultural crops such as sugarcane and corn, underscoring its biodegradable and eco-friendly nature.
The Advantages of PLA Filament
PLA filament is celebrated for its user-friendly characteristics, which contribute significantly to its widespread adoption. A primary advantage is its requirement for low printing temperatures, generally ranging between 180°C and 220°C. This lower temperature requirement translates to less energy consumption and a reduced risk of thermal degradation during the printing process. Furthermore, PLA exhibits a reduced likelihood of nozzle clogging, a common frustration for 3D printing enthusiasts, thereby ensuring a more consistent and uninterrupted printing experience.
The eco-friendly aspect of PLA is another significant draw. Being derived from renewable resources, it is biodegradable, meaning it can decompose naturally over time, minimizing its environmental impact compared to petroleum-based plastics. This aligns with a growing global consciousness regarding sustainability and waste reduction.
Creative flexibility is a hallmark of PLA, particularly its extensive range of colors. This allows for detailed color personalization, making it an ideal material for projects that demand aesthetic precision and vibrant finishes. Whether for artistic creations, functional prototypes, or decorative items, the wide color palette of PLA enables a high degree of creative expression.
Warping, a common issue in 3D printing where the base of a print lifts from the build plate, is significantly minimized with PLA. It possesses a low shrinkage rate and good dimensional stability, which reduces the tendency for the material to contract and distort as it cools. This results in more accurate and reliable prints, especially for objects with intricate geometries or large surface areas.
Affordability is a crucial factor that makes PLA accessible to a broad spectrum of users, including students, hobbyists, and professionals. Its cost-effectiveness allows for experimentation and learning without substantial financial investment, democratizing the capabilities of 3D printing.
Safety for home use is also a notable benefit. Polylactic acid emits fewer harmful fumes during printing compared to some other 3D printing plastics, such as ABS. This makes it a safer option for printing in enclosed spaces or home environments where ventilation might be limited.
Technical Properties and Performance of PLA
The tensile strength of PLA filament typically falls within the range of 40 to 60 MPa. This value indicates the material's resistance to being stretched or pulled apart. While this range is sufficient for many applications, it's important to note that the exact tensile strength can vary depending on the specific grade and composition of the PLA. Manufacturers may enhance this property by incorporating other elements into the PLA matrix, often in the form of esters, to tailor the filament for specific performance requirements.
In terms of durability, PLA is recognized for its robustness but is generally not as durable as materials like PETG or ABS. PLA exhibits a higher risk of cracking when subjected to significant impact. This means that for applications requiring high impact resistance or extreme toughness, alternative filaments might be more suitable.
A key characteristic of PLA is its low melting point relative to other 3D printing filaments. This contributes to its ease of printing, as it requires less heat to become pliable and extrude from the nozzle. This low melting point also means that PLA filament cools down relatively quickly after extrusion. This rapid cooling is advantageous as it helps to prevent deformation or warping during the printing process, contributing to dimensional accuracy.
Another significant advantage stemming from its thermal properties is that PLA works well without the necessity of a heated bed. While a heated bed can improve layer adhesion and further reduce warping, it is not a mandatory requirement for successful PLA printing. This simplifies the 3D printer setup and reduces the overall energy consumption of the printing process.
Optimizing the PLA Printing Process
Achieving successful and high-quality prints with PLA filament involves careful attention to several key parameters and techniques. Proper bed leveling is paramount. This involves ensuring that the print bed is perfectly parallel to the nozzle across its entire surface. An unevenly leveled bed can lead to irregular prints, poor layer adhesion, and increased risks of print failure.
The choice of nozzle size also plays a role. A standard nozzle size of 0.4mm is generally recommended for PLA, offering a good balance between print speed and the level of detail achievable. For applications requiring finer details, smaller nozzles can be used, while larger nozzles (0.6mm or 0.8mm) can increase print speed for less intricate models.
Enhancing bed adhesion is crucial for preventing prints from detaching during the printing process. Solutions like blue painter's tape or specialized adhesion sprays such as 3Dlac can be highly effective. Blue painter's tape provides a reliable surface for PLA to stick to and is easily replaceable when it wears out. 3Dlac is a popular spray adhesive that creates a strong bond between the print and the bed.
Preheating the printer is an essential step for ensuring smooth filament extrusion. The recommended printing temperature for PLA is typically between 180°C and 220°C. This temperature range allows the filament to melt adequately for extrusion without degrading. When loading the filament, it's advisable to cut the end cleanly and feed it through the "cold end" of the extruder. Verifying that the filament reaches the nozzle and flows out smoothly is a good indicator that the temperature is set correctly.
Print speed is another variable that impacts print quality. Slower print speeds for PLA generally result in more detailed prints and help to reduce issues like stringing. A common speed range for PLA is between 40 and 60 mm/s. Some PLA variants, such as PLA Matte, are optimized for faster printing speeds without compromising quality.
The infill pattern and density should be selected based on the intended function of the printed object. For practical pieces that require a good balance of strength and material usage, a honeycomb pattern with a density of 20% to 30% is often suitable.
Layer height significantly influences the level of detail and surface finish. Using a thinner layer height, such as 0.1mm to 0.2mm, results in finer details and a smoother surface appearance. However, it's important to note that smaller layer heights will also increase the overall print time.
Once printing is complete and the print bed has cooled, the 3D print should be removed gently. If appropriate adhesion methods like 3Dlac or blue tape were used, the print should detach easily.

Post-Processing and Troubleshooting PLA Prints
Post-processing techniques can significantly enhance the visual and tactile quality of PLA prints. Sanding is a common method used to even out the surface of a print, removing any imperfections or layer lines. This can be particularly useful for achieving a smooth finish before painting or further decoration.
Common printing difficulties with PLA can often be resolved by adjusting specific settings or addressing mechanical issues. Print curling or lifting at the edges of a print, often caused by irregular cooling or inadequate adhesion, can be mitigated by using a glue stick or blue painter's tape on the print bed. As mentioned, a heated bed set to around 50-60°C can also boost adhesion and reduce warping, even though it's not strictly necessary for PLA.
Stringing and oozing, where the nozzle extrudes filament while moving between print areas, can be controlled by adjusting slicer settings. Increasing the retraction speed and distance helps to draw the filament back into the nozzle during travel moves, minimizing excess material deposition. Lowering the nozzle temperature by 5-10°C can also reduce filament fluidity and thus stringing.
Under-extrusion, characterized by weak regions in the print due to insufficient filament being extruded, can be caused by a clogged nozzle. Checking for and cleaning any clogs, or even replacing the nozzle, can resolve this issue. Heating the nozzle sufficiently and manually pushing filament through can clear minor obstructions. Nozzle cleaning tools can be used for more stubborn clogs. It's also important to check the extruder gear and filament spool for smooth operation.
Layer shifting, where the print layers become misaligned, can occur if the X and Y-axis belts are loose. Tightening these belts can often resolve the problem. Overheating of stepper motors or improper cooling can also contribute to layer shifting. Ensuring the print bed is correctly balanced and calibrated is also vital, as uneven leveling can lead to irregular layer adhesion and movement.
Addressing these common PLA printing difficulties will not only improve the quality of your prints but also enhance their overall reliability and structural integrity.
PLA Variants and Comparisons
While standard PLA is a popular choice, several variants offer enhanced properties or unique aesthetic qualities. PLA Original, for instance, embodies the basic features of PLA, delivering consistent and dependable prints with reliable performance.
For applications demanding greater resilience, reinforced, high-end engineering-grade PLA filaments are available. These are designed to offer higher impact and heat resistance, making them suitable for printing more robust components, home appliances, decorative elements, and accessories where durability is a key requirement.
PLA Silk stands out for its distinctive surface finish. It produces a silky, glossy, and slightly translucent appearance, adding a touch of elegance to printed objects.
The LumberLay filament offers a unique aesthetic by combining 60% PLA with 40% recycled wood. This blend imparts the appearance and physical characteristics of real wood, allowing for prints that have a natural, organic feel. It prints much like original PLA but requires attention to bed leveling and correct print temperatures, typically between 190°C and 220°C, with moderate printing speeds of 40 to 60 mm/s. An adjusted bed temperature of 50-60°C may be beneficial.
The 3D Filament Tier List! Which Should YOU Use?
When comparing PLA to other common 3D printing filaments, several distinctions emerge. PLA is generally preferred over ABS for its safety, ease of use, and eco-friendliness. PLA prints at lower temperatures (180-220°C), whereas ABS requires higher temperatures (220-250°C) and emits potentially toxic fumes, necessitating adequate ventilation. ABS does, however, offer better adhesion to the print bed in some cases.
Compared to PETG, PLA is easier to print and offers a smoother finish, but it is also more rigid and brittle. PETG is more flexible and durable than PLA, less prone to breaking under stress, and more resistant to shock. PETG's ability to tolerate higher temperatures also makes it a superior choice for applications exposed to heat.
The Concept of CMYK in 3D Printing
The mention of CMYK filament in the context of 3D printing, particularly with PLA, suggests an application related to color reproduction. CMYK refers to the subtractive color model used in color printing, consisting of Cyan, Magenta, Yellow, and Key (Black). In traditional printing, these four inks are combined in various proportions to create a wide spectrum of colors.
In 3D printing, the concept of CMYK filament can manifest in a few ways. One possibility is the development of filaments that are themselves colored with pigments corresponding to Cyan, Magenta, Yellow, and Black. This would allow for direct printing of multi-colored objects by using different filament spools sequentially or through multi-material extruders.
Another interpretation, especially relevant to technologies like resin 3D printing, is the use of CMYK colorants within the resin itself. For example, EPAX 3D mentions a "perfect CMYK combination" and recommends "Warm White" for darker pictures and non-color lithophanes. This indicates that specialized resins might be formulated with CMYK components to achieve specific color effects or to facilitate the creation of detailed, color-accurate prints, particularly for applications like lithophanes where light transmission and color are critical. The mention of "Warm White" suggests that for certain applications, a specific shade of white, possibly with a slight yellow or warm undertone, is optimal for achieving desired results in lithography, which relies on varying the thickness of a translucent material to create an image when backlit.
The ability to achieve precise color reproduction is a significant advancement in 3D printing, moving beyond the limitations of single-color prints or basic color mixing. This opens up possibilities for more realistic prototypes, artistic creations, and functional parts where color plays a crucial role in identification or aesthetics.
Safety Considerations for PLA Filament
While PLA is generally considered safe for home use, it's important to be aware of potential hazards, particularly during the printing process.
Inhalation: If PLA dust is inhaled, it can be irritating to the respiratory system. In such cases, it is advised to remove the individual from the exposure and move them to fresh air immediately. If breathing is difficult, artificial respiration or oxygen should be administered.
Ingestion: If PLA is accidentally ingested, and the person is conscious, the mouth should be rinsed with water.
Fire Hazards: During a fire, smoke generated from burning PLA may contain toxic and irritating substances, in addition to carbon dioxide. It's crucial to prevent the accumulation of fine dust dispersed in the air, as this can pose an ignition risk, potentially leading to flame propagation or secondary explosions.
Handling and Storage: Avoid contact with molten polymer during handling. PLA filament should be protected against moisture, stored in a cool environment, and packaging should be kept closed when not in use to maintain filament quality and prevent degradation.
Decomposition Products: Decomposition products depend on factors such as temperature, air supply, and the presence of other materials. Processing PLA at temperatures exceeding its melt temperature can release polymer fragments and fumes that may be irritating.
Personal Protective Equipment: Adequate ventilation should be used during printing. It is also recommended to use appropriate safety equipment, including protective clothing, eye protection glasses, and heat-resistant gloves when handling hot materials.
Work Hygiene: Eating or drinking should be avoided during working with PLA, and contact of hot material with the skin should be prevented.
Environmental Considerations: In accordance with local and national regulations, PLA products should not be released into the environment. Uncleaned packaging must be completely emptied and disposed of according to regulations.
Bioaccumulation: Based on available data, PLA is not expected to bioconcentrate or bioaccumulate. However, it's worth noting that components like white mineral oil, sometimes present in filament formulations, may have a high bioconcentration potential.
The information provided in safety data sheets describes the product in terms of safety requirements and is based on current knowledge and experience. It is important to understand that this data does not serve as a warranty of product properties. Users assume the risk associated with the use of the product.